











Беларусь
- Выполняем гарантийные и сервисные обязательства, в штате сертифицированные инженеры-электронщики, инженеры-механики
- Проводим пусконаладочные работы и постгарантийное обслуживание
- Консультируем для самостоятельного проведения ТО
- Доставляем оперативно и своевременно
Станок зубошлифовальный с ЧПУ модели SMG405GF3 предназначен для профильного шлифования прямозубых и косозубых цилиндрических зубчатых колес внешнего зацепления в условиях единичного и серийного производства.
Преимущество данного метода шлифования заключается в том, что при помощи механизма правки шлифовальный круг правится до профиля, соответствующего профилю впадины между зубьями и обработка шестерни осуществляется по методу копирования.
В качестве шлифовальных кругов применяются абразивные электрокорундовые круги, профилируемые непосредственно на станке. При необходимости могут применяться как высокостойкие эльборовые (СВN) специальные профильные шлифовальные круги на керамической связке с возможностью их периодической правки на станке, так и эльборовые круги на металлическом основании, не подлежащие правке на станке.
Учитывая, что шлифовальный круг находится в контакте со шлифуемой шестерней по всему своему профилю, этот метод является наиболее производительным по сравнению с другими классическими методами шлифования шестерен.
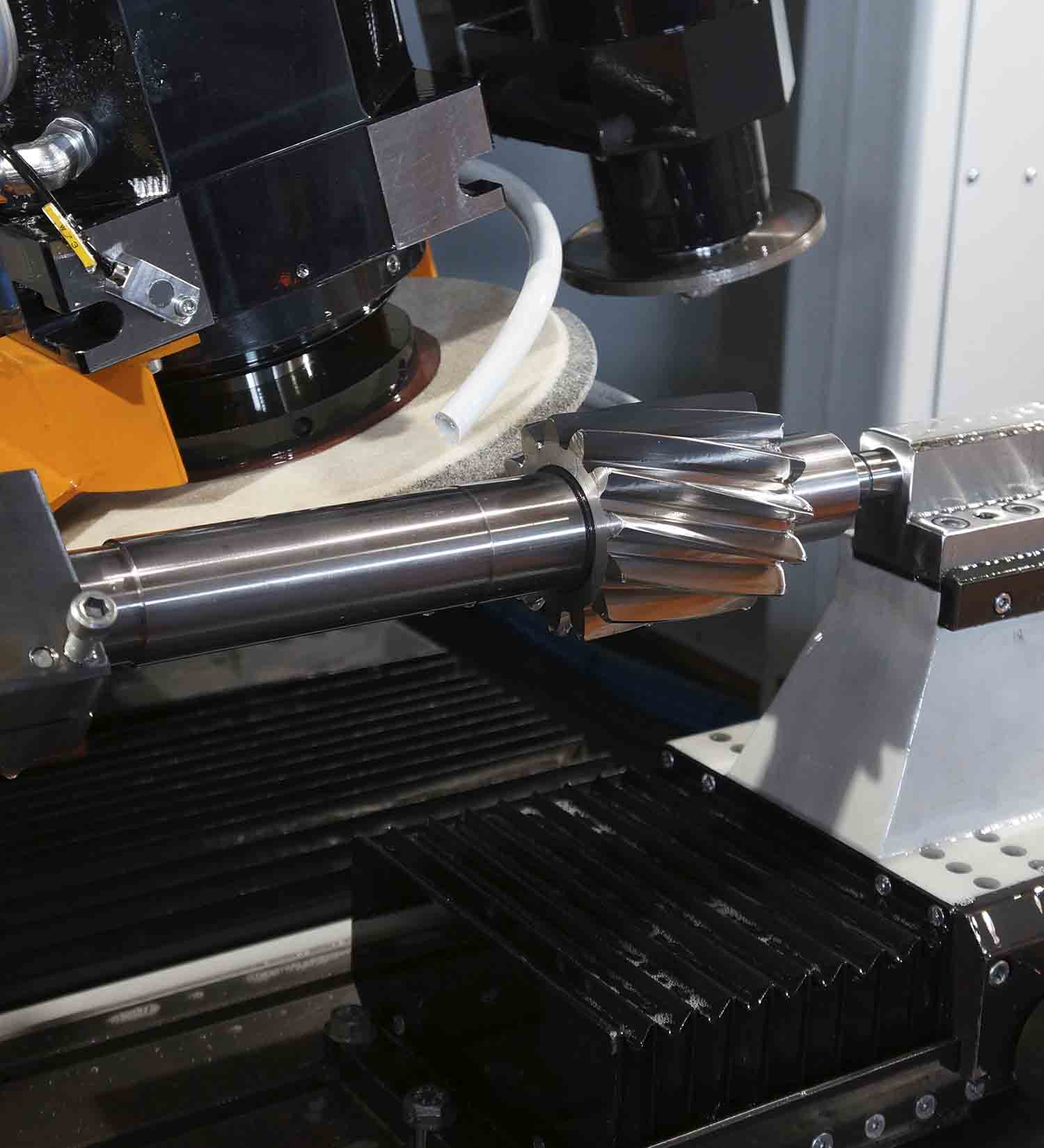
Базой станка является станина, на которую монтируются основные узлы и представляет собой жесткую коробчатую конструкцию, имеющую внутренние рёбра жесткости. Деталь на станке установлена горизонтально в центрах на подвижном в продольном направлении столе (ось X) между бабкой изделия (ось А) и задней бабкой. Поджим заднего центра осуществляется пневматически.
Перпендикулярно относительно оси детали установлен стол поперечный (ось Y), на который монтируется тумба с кареткой бабки шлифовальной (ось Z). На каретке установлена бабка шлифовальная (главное движение).
Станок оснащен ограждением кабинетного типа. Доступ в рабочую зону обеспечивают раздвижные передние двери. Для удаления масляного тумана из рабочей зоны станка применяется система отсоса аэрозолей.
Снаружи станка установлена станция охлаждения,
система очистки и подачи СОЖ.
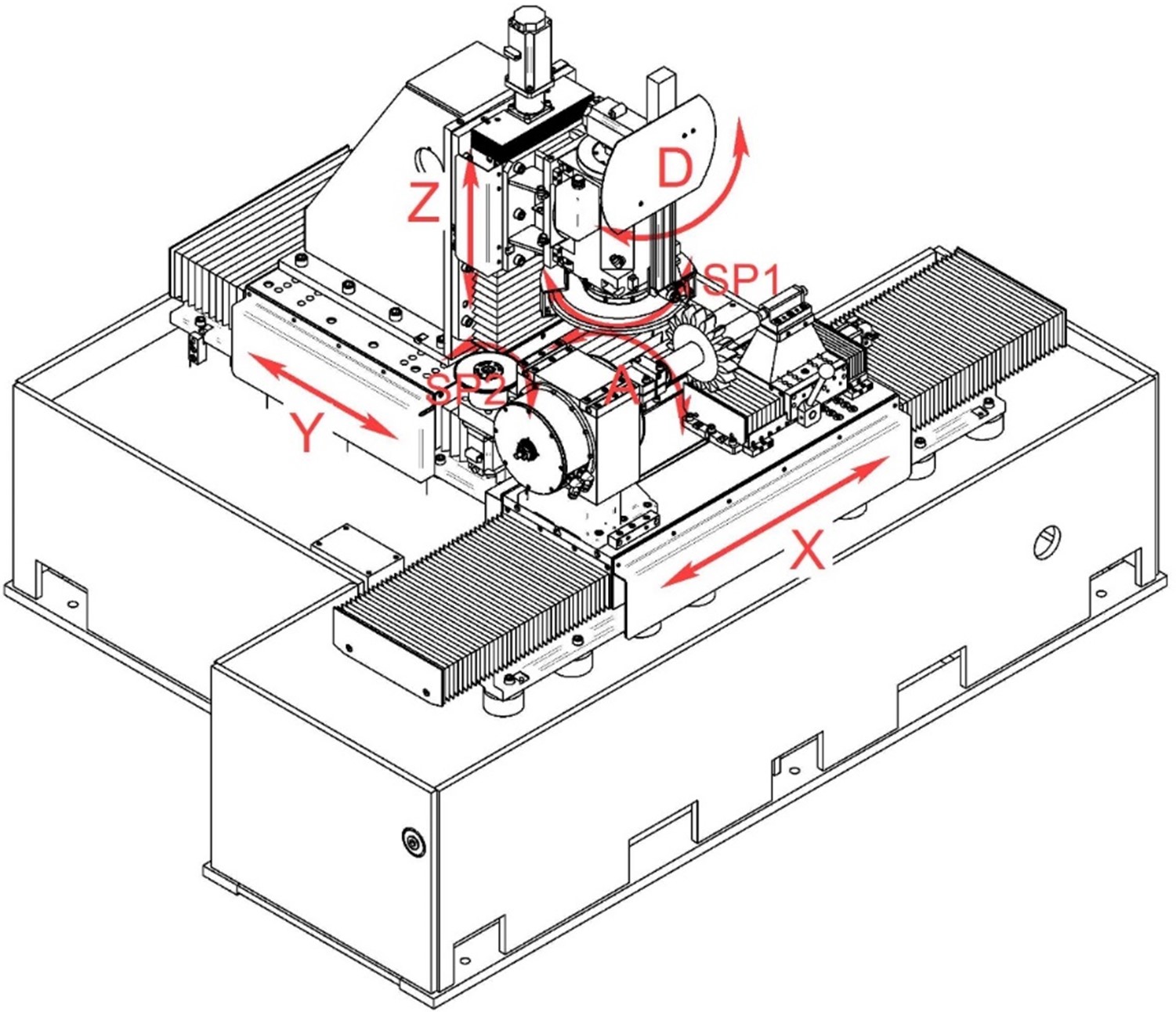
На станке обеспечены следующие управляемые перемещения рабочих органов:
-
Ось Х – продольное перемещение стола с деталью;
- Ось Y – поперечное перемещение бабки шлифовальной;
- Ось Z – вертикальное перемещение бабки шлифовальной;
- Ось А – поворот детали вокруг оси (деление на зуб);
- Ось D – подвод щупа;
- SP1 – главное движение (вращение шлифовального шпинделя);
- SP2 – вращение алмазного ролика
- перемещение центра бабки задней (пневмоцилиндр).
Станина станка представляет собой жесткую коробчатую конструкцию, заполненную полимербетоном, и является основанием для установки базовых узлов станка. На задней стенке предусмотрено окно для слива СОЖ в бак.
Стол продольный (ось Х).
Стол продольный состоит из основания и подвижной платформы, выполненных в виде чугунных оливок. Платформа имеет центральный Т-образный паз. Направляющие стола – прецизионные линейные направляющие качения с прямой системой измерения перемещения. Привод стола – линейный двигатель. Вся приводная система и направляющие закрыты гофрированной защитой.
Стол поперечный (ось Y).
Стол поперечный состоит из основания и подвижной платформы, выполненных в виде чугунных отливок. Направляющие стола – прецизионные линейные направляющие качения с прямой системой измерения перемещения. Привод стола – линейный двигатель. Вся приводная система и направляющие закрыты гофрированной защитой.
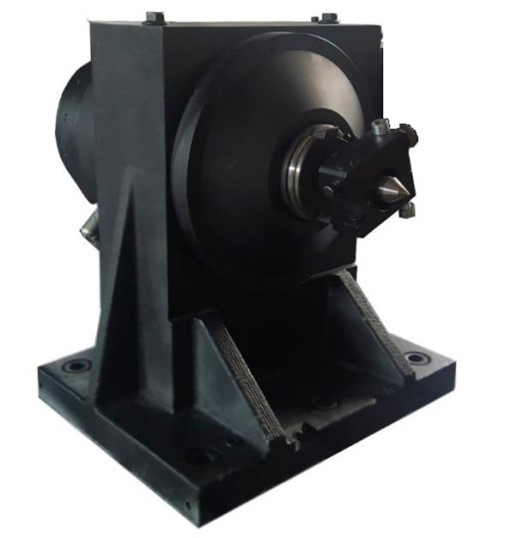
Бабка изделия (ось А).
Бабка изделия представляет собой монолитную конструкцию с внешними разъемами для подключения. Внутри литого корпуса на прецизионном радиально-упорном подшипнике установлен шпиндель с внутренним инструментальным конусом SK50. Вращение шпинделя осуществляется от встроенного высокомоментного синхронного мотора с датчиком углового положения. Мотор и датчик углового положения установлены непосредственно на самом шпинделе, без дополнительных механических передач, что обеспечивает наивысшую точность задания углового положения, надежность и долговечность.
Бабка задняя.
Бабка задняя состоит из плиты и литого подвижного корпуса, предназначена для прижима заднего центра к оправке. Бабка задняя устанавливается на платформу продольного стола и фиксируется в Т-образном пазу с поджимом к боковой поверхности Т-образного паза. Корпус установлен на систему прецизионных линейных направляющих и приводится в движение пневмоцилиндром. Усилие регулируется давлением в пневмоцилиндре. Зажим подвижного корпуса при обработке осуществляется комплектом тарельчатых пружин. Перемещения вдоль оси Х составляет 150 мм.
Бабка шлифовальная (ось SP1).
Шлифовальный шпиндель смонтирован на прецизионных радиально-упорных шариковых подшипниках. Шлифовальный круг бабки шлифовальной вращается за счет асинхронного электродвигателя.
Механизм правки (ось SP2).
На станке предусмотрена возможность автоматической правки шлифовальных кругов с помощью механизма правки алмазным роликом, устанавливаемого на бабке изделия. Правка осуществляется согласованными движениями шлифовального круга и алмазного ролика. Механизм правки состоит из шпинделя, установленного на радиально-упорных шариковых подшипниках в корпусе. Шпиндель вращается за счет асинхронного электродвигателя.
Система очистки и подачи СОЖ.
Станция СОЖ представляет собой бак, на котором расположены: насос подачи СОЖ в зону обработки, насос подачи СОЖ к пистолету обмывочному, фильтр-транспортер, магнитный сепаратор.
Бак СОЖ, фильтр-транспортер и коммуникация подачи СОЖ предназначены для подачи смазочно-охлаждающей жидкости в зону обработки.
СОЖ из станины по лотку стекает на бумажный фильтр фильтр-транспортера. При загрязнении фильтра срабатывает датчик, приводится в движение транспортер и загрязненный участок бумаги сдвигается в бачок для шлама. Контроль уровня СОЖ в баке производится по глазку, встроенному в стенку бака.
Система охлаждения.
Система охлаждения предназначена для обеспечения достаточной термостабильности станка и повышения точности шлифования.
Система отсоса и фильтрации аэрозолей.
Фильтрация загрязненного воздуха производится ступенчато: загрязненный воздух через сетчатую защиту входного патрубка поступает в сепарационный барабан фильтра. Далее под действием центробежных сил происходит впитывание масляной эмульсии в контурные вкладки барабана. Далее капли эмульсии оседают на стенках корпуса фильтра. Очищенный воздух возвращается в рабочее помещение
Система ориентации изделия (ось D).
Система контроля выполнена на базе контактного проводного трехмерного датчика, который доводится в зону измерения при помощи специального механизма, который подводит щуп в зону измерения и убирает в безопасное место после окончания цикла измерения.
Система позволяет производить привязку заготовки угловую и осевую к станочной системе координат.
Программное обеспечение.
Программное обеспечение предназначено для подготовки управляющих программ шлифования прямозубых зубчатых колес, правки шлифовального круга, наладки и выставки констант станка.
Программное обеспечение состоит из следующих основных модулей: правка, шлифование, наладка станка, документация в электронном виде.
Внешняя оболочка программы написана с помощью специальных библиотек компании Stanexim. Данные библиотеки позволяют быстро создавать удобные и масштабируемые интерфейсы программ с динамической справочной информацией.
Модуль шлифования позволяет оператору настроить параметры технологии шлифования и создать управляющую программу.
|
Характеристики |
Значение |
|
Характеристики обрабатываемой детали: максимальный диаметр пределы модулей максимальная длина шлифования максимальная длина детали, устанавливаемой в центрах |
Ø400 мм 1…10 мм 300 мм 400 мм |
|
Характеристики инструмента: диапазон диаметров шлифовальных кругов диаметр правящего алмазного ролика |
Ø300…350 мм Ø150 мм |
|
Характеристики рабочих перемещений: продольный ход (ось Х), не менее поперечный ход (ось Y), не менее вертикальный ход (ось Z), не менее поворот в бабке изделия (ось А) поворот в редукторе поворота (ось В) |
650 мм 350 мм 190 мм не ограниченно ±300 |
|
Динамические и точностные характеристики станка: максимальная скорость продольного перемещения (ось Х) максимальная скорость перемещения по остальным осям дискретность задания перемещений по линейным осям дискретность задания перемещений по круговым осям диапазон частоты вращения шлифовального круга (бесступенчатая регулировка в заданном диапазоне) |
10 м/мин 5 м/мин 0.001 мм 0.001 мм 1500-2700 об/мин |
|
Система управления ЧПУ Количество управляемых осей Количество одновременно управляемых осей |
NUMANS 911G 6 3 |
|
Силовые характеристики станка: мощность главного привода в режиме S1 род тока привода главного движения напряжение частота тока |
7.5 кВт ~3-х фазный 220/380 В ± 10% 50 Гц ± 1 |
|
Шероховатость обработанной поверхности образца-изделия |
Ra ≤ 0.63 мкм |
|
Габариты станка: длина ширина высота |
4620 мм 3140 мм 2680 мм |
|
Масса станка |
9800 кг |
Оставьте заявку
Перезвоним в течение рабочего дня. Обсудим задачи, найдем оптимальное решение и запланируем работы.
Будем на связи!
